|
|
Post by ssstonelover on Aug 14, 2021 17:24:55 GMT -5
Needless to say there are several string locking systems used on headless guitars. I have 3 alone from China and they all differ in key areas. This post is about the one used by Alnicov (probably just a sales name) that will be found used by various other sellers as well. It uses an M3 recessed hex (1.5 mm allen wrench) grub screw to lock the strings, which differentiates from some others. Those using a smaller diameter grub screw don't have this issue (but the smaller recessed hex may have reduced torque...and will be something I may get to review in another post when I get to that build). Here is my review. As received, the string lock assemblies do not work. The way the threads were cut (going into a 'blind' hole) the taper of the tap bottoms out and prevents threading cutting over much of the length. The problem is exacerbated by having the tapped hole the same diameter as the hole the strings run though. If the tapped hole was smaller (or the string hole larger) the tap would work deeper and tap more thread. Rather than returning the parts, I determined that cutting off part of a tap (the tapered point in particular, but even more actually, in measured steps) would make more thread so as to get the grub screw down toward the bottom of the blind holes. I ground off the tap end and after some back and forth and additional sequential tap grinding shortening steps got this working. Also I had some conventional M3 Phillips head screws I used to force more thread at the very bottom of the blind hole. These I could torque pretty hard (compared to grub screws). After all this, I got what I needed, and was able to thread in the grub screws without undue torque and get them to the bottom of the blind holes as well. Below is the summary and visual (easier than maybe reading all the text, and more insightful too).... 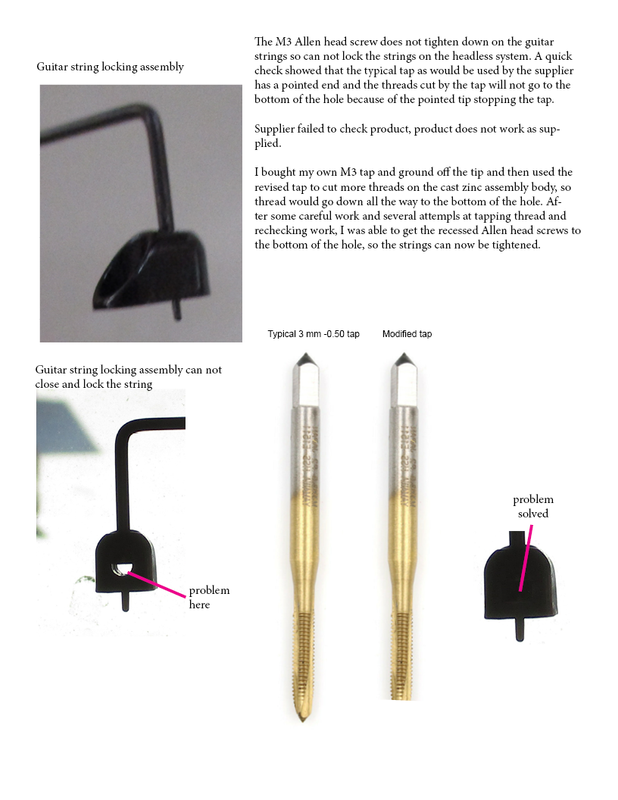 |
|
|
|
Post by b4nj0 on Aug 15, 2021 4:58:27 GMT -5
Great work @sstlover. Broadly speaking there are "starting", "taper" and "plug" (or "finishing" taps. Over the years working for a string of mean employers, I regularly made my own 'plug" or "finishing" taps in just the way you describe. However, I would usually use a "Linisher" which is a tensioned sanding belt running on tyres/tires, because unless properly dressed and maintained, and trained operator access is regimented, a bench grinder can be an unexpected lethal device.
e&oe ...
|
|
|
|
Post by ssstonelover on Aug 15, 2021 13:43:07 GMT -5
That's a great explanation and some great names. I suppose in the end that is exactly how I accomplished my task. I first 'chased' the existing threads, then progressively ground more off the tap to accomplish the other 2 purposes mentioned. Now I have the language to describe it more perfectly, thanks. I love knowledge and filling the the gaps of my own.
My bench grinder is a small underpowered cheapie garage sale item from Harbor Freight (or similar). it would be (and is) useless for any hard work. I don't push hard into the work and work on fairly tiny items, yet what you suggest is obviously a superior system. Thanks!
At a company I worked at long ago someone was killed by a buffing wheel what caught the work (a bicycle frame) and swung it around in a lethal manner. I talked to the other worker on the machine parallel to the dead man's work station. These machines had been in use a long time (decades possibly) and the workers were highly experienced, but losing vigilance or respect is never a good thing when it comes to things spinning at 1000s of RPM. Accidents can and will happen, no matter the experience and the bigger the machine...the more it can bite you, though why ever court disaster?
|
|



